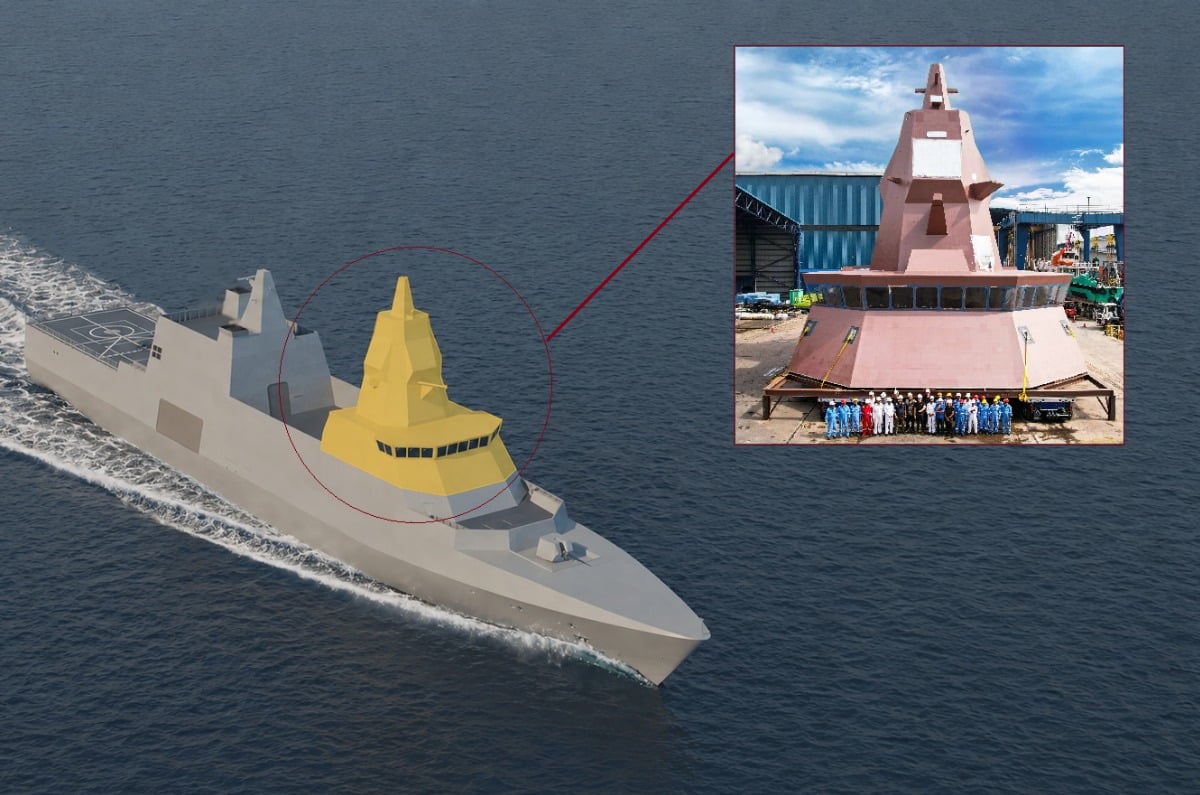
The decision by Singapore’s defense industrial base to manufacture its largest-ever composite warship component marks a fundamental transition in naval engineering, shifting from traditional metallurgic construction to advanced polymer matrix composites. This structural pivot is not merely an incremental upgrade in shipbuilding; it is a calculated response to the physical constraints of modern naval design, specifically the compounding weight of top-side sensor suites and the escalating costs of lifecycle corrosion. By evaluating the material mechanics, manufacturing constraints, and operational trade-offs of this development, we can map the exact strategic function of composite integration in high-intensity maritime environments.
Naval architecture is governed by a strict optimization problem: balancing stability, payload capacity, signature management, and structural integrity. Traditional steel hulls topped with aluminum superstructures introduce severe galvanic corrosion risks and structural fatigue at the bi-metallic interfaces. Moving to monolithic or sandwich composite structures solves these specific failure modes while radically altering the vessel's vertical center of gravity.
The Tri-Factor Structural Framework of Composite Integration
To understand the scale of Singapore's engineering choice, the composite component must be analyzed through three interdependent vectors: structural weight distribution, electromagnetic signature control, and environmental degradation mechanics.
1. Vertical Center of Gravity and Topside Weight Budgets
Modern surface combatants are increasingly top-heavy. The integration of fixed-face active electronically scanned array (AESA) radars, electronic warfare enclosures, and complex communication masts pushes the vertical center of gravity ($KG$) upward. A rising $KG$ reduces the vessel's metacentric height ($GM$), directly degrading stability and limiting the ship's ability to recover from severe heel angles during high-speed maneuvers or damaged states.
$$\Delta KG = \frac{\sum (w_i \cdot z_i)}{W_{total}}$$
When carbon or glass fiber reinforced polymers replace steel or aluminum in the superstructure, the weight of the upper structural components drops by 30 to 50 percent. This mass reduction at high vertical coordinates ($z_i$) drives the overall center of gravity downward. The resulting stability margin can be reallocated in two ways: installing heavier, more capable sensor systems higher up for extended line-of-sight performance, or increasing the internal armor and weapon payload within the hull.
2. Radar Cross-Section Mitigation and Signature Management
Composite materials offer geometric and material advantages for stealth. Unlike steel plates that require complex, heavy angled facets to deflect radar waves, composites can be molded into continuous, complex doubly-curved geometries that scatter electromagnetic energy with high precision.
Furthermore, the integration of radar-absorbing materials (RAM) directly into the composite matrix—creating structural radar-absorbing structures (RAS)—eliminates the need for parasitic stealth coatings. These embedded layers dissipate incident radio frequency energy as thermal energy within the polymer matrix, systematically lowering the vessel's radar cross-section across multiple frequency bands.
3. Galvanic and Environmental Degradation Mechanics
The maritime boundary layer is highly corrosive. Aluminum-steel interfaces suffer from severe galvanic cells due to the potential difference between the metals when exposed to electrolyte-rich sea spray. Composites, being inherently non-conductive, eliminate galvanic corrosion entirely within the fabricated section. This material property fundamentally alters the maintenance profile of the vessel, removing the requirement for frequent non-destructive testing, structural patching, and abrasive blasting inherent to metallic topside structures.
Manufacturing Process Mechanics and Scale Constraints
Scaling a composite structure to become the largest piece ever produced by a domestic shipyard introduces severe manufacturing risks. The transition from small components like radomes or patrol boat hulls to primary structural elements of major warships requires strict adherence to advanced polymer processing frameworks.
Vacuum-Assisted Resin Transfer Molding at Scale
For an exceptionally large naval component, traditional hand lay-up methods are structurally inadequate due to the high probability of interlaminar voids, resin-rich pockets, and inconsistent fiber volume fractions ($V_f$). The engineering threshold requires the deployment of Vacuum-Assisted Resin Transfer Molding (VARTM) or large-scale autoclave prepreg consolidation. Given the physical scale of primary warship sections, VARTM is typically the logistically viable pathway.
The VARTM process requires positioning dry fiber architectures—such as quad-axial E-glass or high-modulus carbon fiber fabrics—into a massive single-sided mold. The assembly is sealed under a flexible vacuum bag, and a low-viscosity thermosetting resin (typically vinyl ester or epoxy) is introduced under vacuum pressure.
The fluid dynamics of the resin injection are dictated by Darcy's Law:
$$q = -\frac{k}{\mu} \nabla P$$
Where $q$ is the flux, $k$ represents the permeability of the fiber preform, $\mu$ is the resin viscosity, and $\nabla P$ is the pressure gradient.
As the component scale increases, maintaining a uniform pressure gradient ($\nabla P$) across the entire surface area becomes exceptionally difficult. If the resin viscosity rises too quickly before complete wet-out occurs—due to exothermic reactions or improper ambient temperature control—dry spots form. These dry spots manifest as microstructural flaws that act as stress concentration zones, leading to catastrophic delamination under the cyclic wave-slapping loads experienced by a warship at sea.
The Joint Interface Dilemma
The most critical failure point of any large composite naval structure is not the composite itself, but where it connects to the metallic hull. The joint between a composite superstructure and a steel hull faces extreme shear stresses caused by the global bending of the ship's hull girder in rough seas (hogging and sagging).
Shipyards manage this connection using mechanical fastening, elastomeric chemical bonding, or specialized co-cured metallic insert transitions. Mechanical bolting introduces stress concentrations around the bolt holes, where the anisotropy of the composite material makes it vulnerable to bearing failures. Elastomeric adhesive joints distribute the load smoothly but are highly sensitive to thermal degradation and ultraviolet exposure. The selection of the joint architecture represents a major risk factor that demands continuous structural monitoring throughout the vessel's operational life.
The Economic Equation: Inverting Capex and Opex
The capital expenditure (Capex) of manufacturing a massive composite warship piece is substantially higher than utilizing conventional marine-grade steel or aluminum. The raw material costs for high-performance fibers and specialized resins, combined with the cleanroom environments required for defect-free curing, inflate initial procurement budgets.
However, a rigorous financial assessment requires evaluating the Total Cost of Ownership (TCO) over a 30-year operational lifecycle.
| Cost Variable | Conventional Steel/Aluminum Superstructure | Advanced Composite Superstructure |
|---|---|---|
| Initial Material Acquisition | Low commodity cost | High specialized material cost |
| Tooling & Fabrication Infrastructure | Standard welding/cutting machinery | High-tolerance molds and vacuum systems |
| Corrosion Maintenance (Opex) | Continuous painting, scraping, and plate replacement | Near-zero structural corrosion maintenance |
| Fuel Consumption Profile | Higher displacement increases drag | Lower overall displacement reduces fuel burn |
| Mid-Life Modernization Flexibility | Requires hot-work (cutting/welding) | Allows cold-bonding of new enclosures |
The financial justification for Singapore’s investment relies on the inversion of the operational expenditure (Opex) curve. By stripping out the labor-intensive maintenance cycles associated with superstructure corrosion, the operational availability of the vessel increases. The ship spends fewer days in drydock undergoing structural repairs and more days deployed on operational tasks.
Furthermore, the mass reduction directly correlates with a reduction in shaft horsepower required to achieve transit speeds, driving down fuel consumption across the fleet's lifecycle.
Vulnerability Analysis and Unresolved Failure Modes
While the engineering advantages are clear, an objective analytical assessment must highlight the inherent vulnerabilities that composite structures introduce to surface combatants.
1. Thermal Degradation and Fire, Smoke, Toxicity Metrics
The primary limitation of polymer matrix composites in naval combat environments is their performance under thermal duress. While the structural fibers (carbon or glass) can withstand elevated temperatures, the organic polymer matrix (epoxy or vinyl ester) degrades rapidly when exposed to fire. At the glass transition temperature ($T_g$), which often sits between 100°C and 150°C for standard marine resins, the matrix softens, losing its ability to transfer load between the fibers.
If an anti-ship cruise missile or asymmetric thermal threat impacts the vessel, unprotected composite structures can suffer rapid structural collapse. Furthermore, the combustion of thermosetting polymers releases thick, toxic smoke and carbon monoxide, severely compromising the crew’s ability to conduct damage control operations inside enclosed spaces. Shipyards must mitigate this by applying thick, heavy structural fire insulation coatings (such as mineral wool or intumescent paints), which partially offsets the initial weight savings gained by using composites.
2. Ballistic Penetration and Blast Overpressure Resilience
Steel possesses high ductility, allowing it to deform plastically and absorb significant energy during an explosive blast or ballistic impact. Composites are brittle. Under blast overpressure conditions, a composite bulkhead does not bend; it fractures and delaminates.
The impact of small-arms fire or shrapnel can cause extensive internal delamination that is completely invisible from the exterior surface. This hidden damage severely compromises the post-blast structural residual strength of the vessel, making real-time structural health monitoring via embedded fiber-optic Bragg grating sensors an operational necessity rather than an optional feature.
Operational Architecture and Strategic Fleet Deployment
Singapore’s execution of this large-scale composite fabrication reveals a clear long-term naval doctrine strategy. The nation’s maritime environment—characterized by congested shipping lanes in the Malacca and Singapore Straits—demands highly agile, low-observable vessels capable of multi-mission adaptation.
The deployment of a massive composite piece points directly to a modular fleet architecture. By lowering the structural weight of the vessel's upper sections, naval architects can design open-architecture mission bays below deck without compromising the ship’s stability. This engineering headroom allows the vessel to switch between anti-submarine warfare modules, unmanned surface vehicle command centers, and humanitarian assistance packages depending on the immediate operational requirement.
The technological capability to manufacture highly integrated, large-scale composite structures domestically ensures that Singapore reduces its dependence on foreign defense supply chains. This localized manufacturing capability allows for rapid hull modifications and upgrades during periods of geopolitical tension, bypassing long foreign shipyard lead times.
Definitive Engineering Forecast
The structural data and material limitations indicate that the future of large-scale naval procurement will not belong to purely composite or purely metallic ships, but rather to highly optimized hybrid architectures.
The successful fabrication of Singapore’s largest composite piece establishes a baseline proving that vacuum-infusion techniques can reliably produce primary structures at scale. Over the next decade, expect the naval sector to standardize co-cured hybrid joints that seamlessly meld high-yield steel lower hulls—where weight is advantageous for ballasting and blast absorption—with monolithic composite upper superstructures optimized for sensor integration and signature reduction.
Shipyards that master the precise thermal and fluid dynamic control required for these massive structural infusions will hold a decisive competitive advantage in the global naval export market, as navies globally grapple with the physical limits of top-side electronic weight.



